
接、热熔鞍型连接。热熔承插工艺适用于小口径 pe 管(20-110mm),热熔对接工艺适用于 63mm 以上大口径管,热熔鞍型连接适用于 dn63-dn315mm,是引接小口径分支管的方式之一。城镇市政工程一般是大口径管道,热熔对接工艺利用管道本身材料连接,牢固可靠,价格便宜,可以用于非开挖施工;缺点是会产生内外翻边,内翻边不易切除。

2) 电熔连接
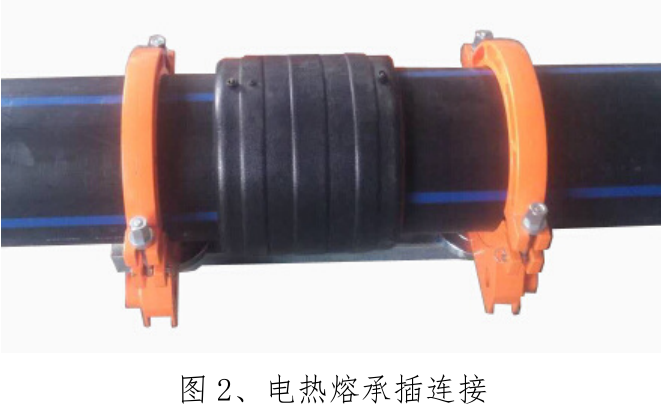
电熔连接是用内埋电阻丝的专用电熔管件与管材或管件的连接部位紧密接触通电,通过内埋的电阻丝加热连接部位,使其熔融连为一体,直至接头冷却。电熔连接可用于与不同类型和不同熔体流动速率的聚乙烯管材或插口管件连接。电熔连接分为电熔承插连接和电熔鞍型连接,电熔承插连接可以用于管节之间的连接,电熔鞍形连接用于分支管的引入连接。该种连接方式需要专用套件,价格较贵,且易造成虚焊出现渗漏水事故,一般在不能采用热熔连接时才采用;其优点是连接部位内壁平滑,无翻边,也可以用于拉管。
 3) 机械连接
3) 机械连接
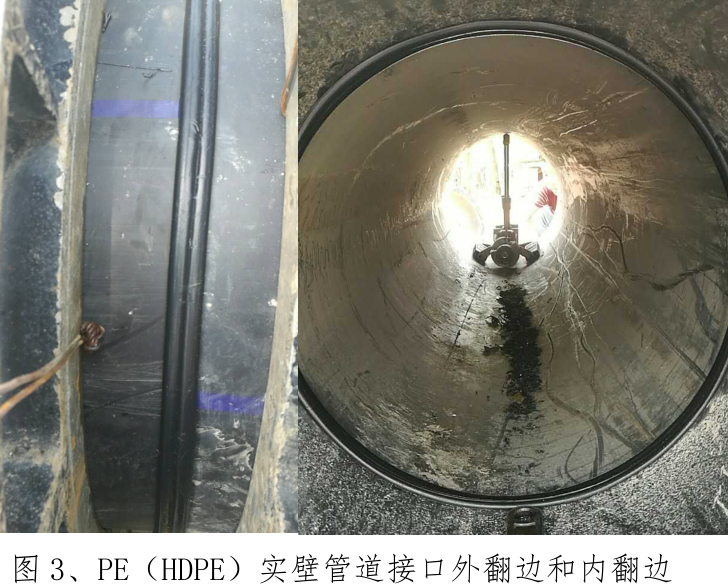
翻边是在管道挤压焊接过程中形成,左右对称凸起,呈ω状。由于焊接管道时外侧有卡箍固定而内侧无支撑,内翻边会略大于外翻边,会有缩径影响。按内翻边厚度 1.5~2cm 计算,内径将缩小 30~40mm。在给水工程上会影响管道的过流能力,产生水垢沉积,引起微生物在管道内的滋生;在排水工程上会产生淤积、减小过流断面、影响管道清通,且在 CCTV检测时,该种接口内翻边也被认定为 II 级缺陷。
4、内翻边处理办法
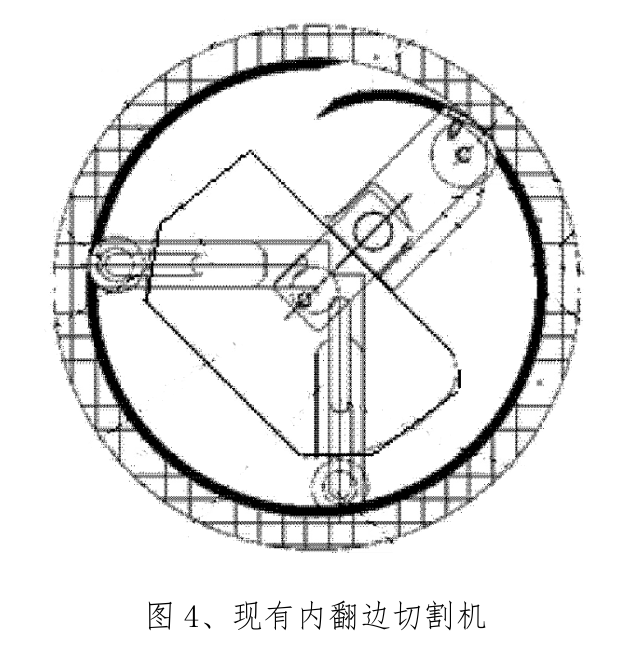
在以往的材料宣传、标准规范和工程设计施工中都忽视了内翻边的存在。目前能够查到的只有一个内翻边切除技术,是某塑料制品公司拥有内翻边切除专利。它是采用带有一个刀头和两个支撑臂的旋转切割机,先折叠刀头,通过长杆或加长杆将切割机推进到管道焊接处,然后旋转长杆打开刀头,继续旋转带动刀头及支撑臂整体转动,切割内翻边。刀头打开后与两个支撑臂形成3点支撑,刀头有限位轮,避免切割到管体。使用时,待焊接完成,采用加长杆推送到管道内部焊接处,打开刀头卡住翻边,然后在管道外边旋转长杆端头,带动切割机旋转切割内翻边。见图3.
由于管节长度一般为6m以上,焊接后2min左右就冷却了,冷却后翻边很硬,人工用长杆旋转带动切除管道内翻边很难实现,该技术在实际工程中未见应用。由于缺少方便可靠的内翻边切除技术,在以往的工程中基本都未切除内翻边。
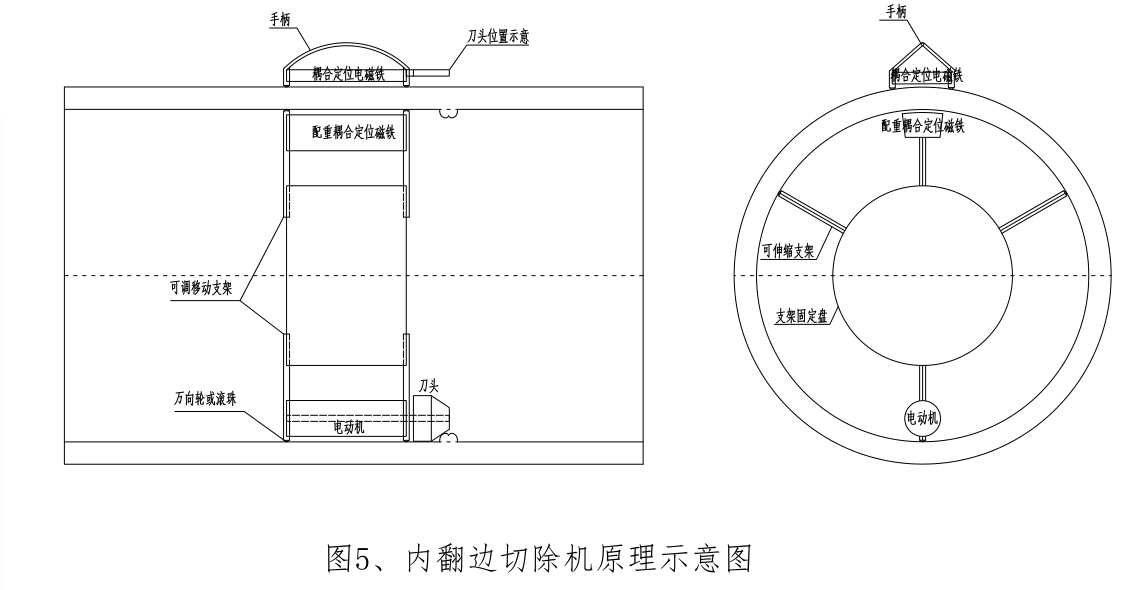
针对现有技术存在的问题和当前PE管电热熔焊接内翻边切除亟需解决的难点,我们构想了一种PE管道热熔对接内翻边切除工具,原理示意见图5。
该内翻边切除机由管内移动切割设备及管外操控手柄组成,两者通过磁力耦合定位连接。管内移动切割设备由支架、切割器及磁铁底座组成;支架可调节适应不同管径管道,支架与管内壁接触部位安装万向轮或滚珠,可在管内前后移动或旋转;切割器由电动机及刀头组成,刀头前锥后圆,便于切入后切割打磨;刀头刀片有一定倾斜,使切割碎屑落入另外一侧;切割器与配重磁铁吸座对置安装于支架上,配重磁铁与切割器重量相当,便于管内移动切割设备旋转移动;管外操控手柄主要由手柄基座、遥控发射器、耦合定位电磁铁、刀头位置示意棒组成,遥控发射器用于遥控管内电机开关,耦合定位电磁铁在开关闭合后,通电产生强磁性,与管内磁性底座对应吸附;刀头位置示意棒便于形象理解刀头在管内的位置。
该种新型内翻边切除机具有如下优点:
1) 操控方便,强磁耦合定位连接,可以在外部控制切割机移动切割;
2) 切割快速省力,电动切割,外部手动操纵移位,切割快速;
3) 在管道焊接完成后,可以随时移动切割;
4) 可以在手柄遥控控制电机启停;
5) 切割机可以在管道内自由移动。
5、应用及建议
按照上述原理制作的原型机切除一个D630管道内翻边需时约5min,翻边残余不足1mm,原型切除机工作时照片见图6。

原型机在中山市沙朗片区污水管工程中进行了应用,实施工序如下:
1) 待焊接管道上架;
2) 将切除机从待焊口置于管道内部,线缆拖至下个焊口;
3) 焊接完成后,用手柄移动切除机至接口处;
4) 启动切除机,绕管周移动手柄,带动切除机切除内翻边;
5) 完成后用线缆拉出切除机;
6) 下个焊口重复上述流程。
至于翻边切除后是否对管道接口强度产生影响,理论上来说,在管材质量材料达标的前提下,聚乙烯材料的的温度在180到210就是正常塑化,热熔焊接就是利用加温塑化结合的模式使两管材热熔平面塑化结合,压力挤出来的翻边对两平面结合处不构成影响,在此实际拉管工程中切除管道内翻边未观察到任何不良影响。
PE(HDPE)管道热熔对接时产生的内翻边会影响给水管道的过流能力,引起微生物滋生;减小排水管过流断面,产生淤积,影响管道清通。新型的内翻边切除机可以在焊接时快速高效地切除内翻边,在此情况下,建议建设、设计人员应重视内翻边问题,在设计阶段提出内翻边的切除要求。
版权所有: 山东辉瑞管业有限公司 备案号:鲁ICP备17012238号 技术支持:邦达传媒



















